

elektrodên welding pola zengarnegir aws e308 e308l peyda dikin
Taybetmendî û Serlêdan
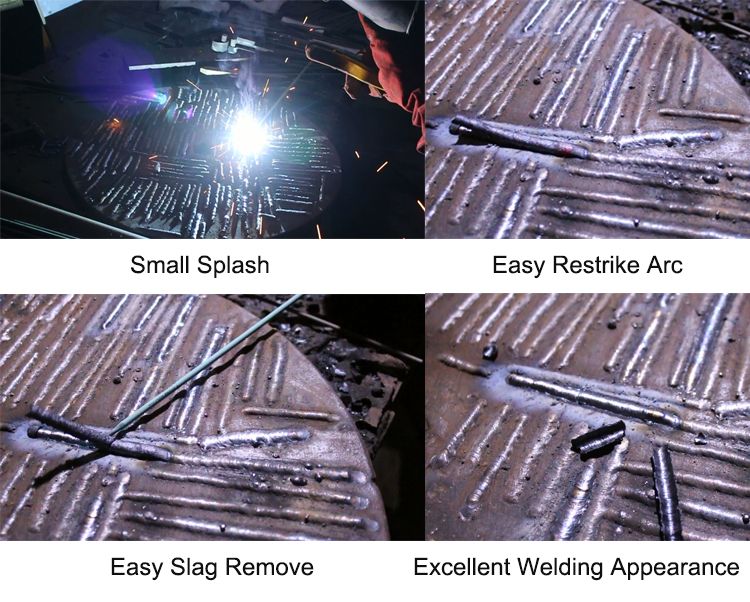
TheweldmetalofE308/308Lisa19Cr-10Ni mîkrostruktura austenite ya ku ferrît bi sînor dihewîne.Performansên hêja serbestberdana inslag, xuyangkirina gulikê weldê, weldabûn, berxwedana korozyonê di germahiya bilind de hemî têne bidestxistin.Ew ji bo welding pola AlS1-304, pola AlSI-301 û pola AISI-302 di hemî pozîsyonan de maqûl e.
Metaleya bingehîn a rast ji boE308/308L: plakaya zirav a zengarnegir, çeng, lûle, lûleya bêqelm, lûleya termal, plakaya keştiya zextê, barika pola, çîp.
Têbînî li ser bikaranîna
1. Tevlîheviyên li ser kevirê metala bingehîn paqij bikin û bi firçeya pola zengarnegir re derbas bikin
2.Maintaining aclength kurt wek ku pêkan pir tê pêşniyarkirin.Dema ku welding bi rêbaza tevnê tê kirin, divê di navbera 2,5 qatan de ji diya têlê were kontrol kirin.
3. Berî ku bikar bînin 60 hûrdeman elektrod li 250~300℃ hişk bikin.Ji bo vexwarina nîv rojê madeyên vexwarinê derxînin û di pêvajoya weldingê de li 100~150℃ jîngehê bihêlin.
4. Ji bo pêşîlêgirtina şikestinê û kêmkirina şilbûna metalê ya bingehîn, niha kêmtir bikar bînin.
Terîf
| Cins | GB | AWS | Dirêj (mm) | Cureyê Çêkirinê | Vêga | Bikaranîn |
| CB-A102 | E308-16 | E308-16 | 2,5-5,0 | Tîpa Lime-titania | DC | Ji bo welding strukturên zengarnegir0cR19Ni9 û 0Cr19Ni11Ti li jêr 300︒C li dijî korozyonê tê bikar anîn. |
Pêkhatina Kîmyayî ya Metala Depokirî (%)
| C | Mn | Si | S | P | Cr | Ni |
| ≤0.02 | 0.85 | 0.70 | 0.030 | 0.010 | 19.3 | 9.5 |
Taybetmendiyên Mekanîkî yên Metalê Deposited
| Hêza Tensile (Mpa) | Dirêjbûn(%) |
| 570 | 45 |
Bixçe


Fabrîkaya me


Pêşkêşî








Sertîfîkaya me









